Меры профилактики
Каждый владелец распашных ворот должен понимать, что их желательно как можно реже закрывать и открывать. Такая рекомендация по праву считается универсальной, ведь позволяет длительное время не проседать створкам, а также продлевает их период эксплуатации, потому регулировка ремонт распашных ворот долго не понадобится. Запрещается оставлять открытыми створки на длительный период времени.
Хорошо влияет на конструкцию, когда под каждой створкой присутствует специальная опора. В качестве нее можно выбрать стандартную деревянную доску либо клин
Пользуясь такими конструкциями, важно понимать, что каждая створка имеет достаточно большой вес
Причин поломки существует множество, но основная из них – петли
Уделяйте им наибольшее внимание, чтобы не сталкиваться с подобными проблемами. Не забывайте, что ежегодно элементы необходимо покрывать средством от коррозии, которое защитит петли от образования налета и ржавчины
Способы изготовления
В зависимости от возможностей и степени готовности гаража возможны 3 варианта, как сваривать гаражные ворота:
- Ворота отдельно полностью собираются до завершения строительства. После доставки и установки на место заканчивают возведение фронтальной стены.
- Если стройка окончена, сваривают створки по размерам готового проема, привозят, устанавливают.
- Монтаж производится по месту.
Третий вариант предпочтителен для новичков, не имеющих опыта сварки ворот своими руками. Им не придется производить многочисленные замеры с высокой точностью, выравнивать диагонали на створках, доставлять тяжелую конструкцию к месту установки.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия.
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
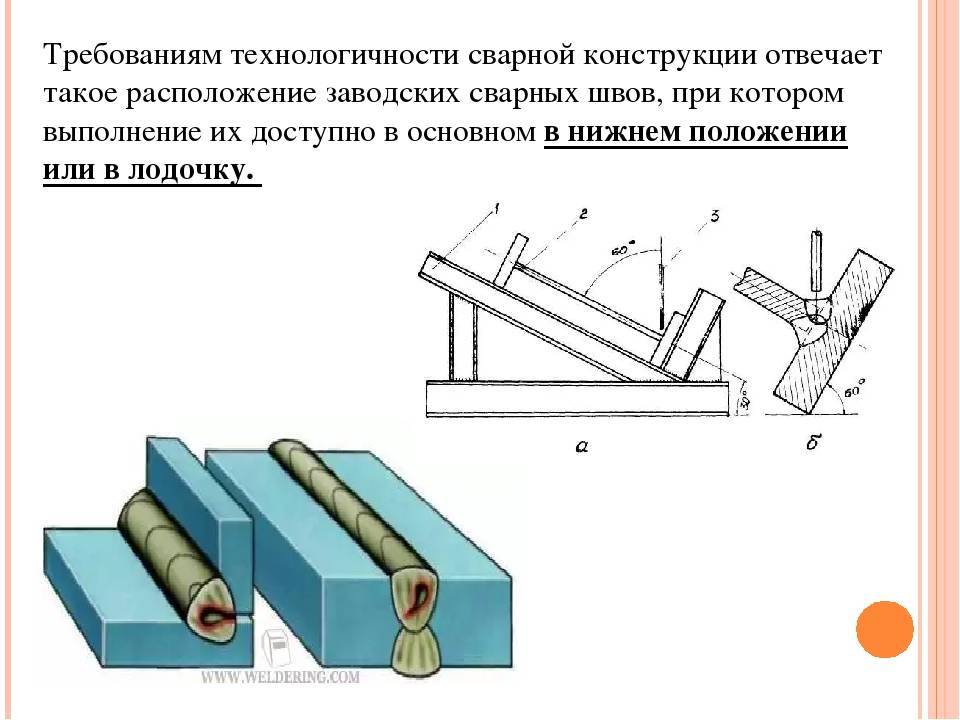
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы.
Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Соединение рам створок
Чтобы сварить каркасы створок более качественно, лучше это сделать, используя горизонтальную и плоскую поверхность. Если есть специальный сварочный стол, лучше использовать его. Торцы труб отрезаются от внешнего контура каркаса под углом 45 градусов. Перед свариванием рамы, нужно сложить трубы в прямоугольник на столе или на ровной поверхности, измерить правильные углы и проверить ровность диагоналей. Сначала нужно сделать прихватки, а потом ещё раз провести замеры. Если замечены неровности, их поправляют с помощью легких постукиваний молотком, а затем уже происходил полное соединение.
Если электроды 2-х миллиметровые, работа осуществляется при 50-60 амперах. Электрод ведут в свою сторону, отклоняясь от вертикального положения на 10-15 градусов. Стержень нужно держать на расстоянии нескольких миллиметров от металла в зависимости от требуемой глубины шва. После выполнения работ, нужно убрать окалины и проработать участки шлифовальной машинкой.
Чтобы сделать конструкцию более надёжной, нужно несколько перекладин по центру рамы. Их длина на 40 мм должна быть меньше ширины калитки. Если спроектирован каркас с диагональными стыками, трубы нужно порезать под прямым углом. Стойки должны по высоте быть одинаковыми с воротами. Верх и низ профиля, его торцы, отводятся соединением металлических оголовков. Теперь можно приступать к установке навесов, столбов и другим этапам монтажа.
Особенности сварки
Не пренебрегайте элементарными правилами безопасности при сварочных работах. Помните про специальную одежду, все должно быть абсолютно сухим и изготовленным только из натуральной ткани. Это касается и брюк, и фартука, и рукавиц, и куртки. В списке необходимых вещей уже упоминалась специальная маска для защиты при сварке (в ней должны быть установлены светофильтры, и их тоже надо правильно подобрать). Наденьте закрытую обувь, у которой резиновая подошва. Выберите для сварочных работ такое место, где будет либо хорошая вентиляция, либо свежий воздух. Обязательно соблюдайте необходимую технику пожарной безопасности.
Несколько слов о самой сварке:
Схема сварки кованных ворот.
- Помните, что при сварке может брызгать горячий металл или нагреваться электрод. Это может привести к ожогам открытых участков тела. Когда же происходит излучение электрической дуги, то могут быть даже ожоги глаз, а вредными газами, которые выделяются при работе со сварочным аппаратом, очень легко отравиться.
- Грамотно выбирайте режим тока — от этого зависит качество сварки. Ориентируйтесь на диаметр электрода, который используете, а также на тип покрытия и толщину вашего металла.
- Величина тока и скорость перемещения электрода должна быть такой, чтобы не появлялись прожоги, подрезы кромок и прочие дефекты.
- Если электрод покраснел, скорее всего, идет перегрев, то есть сварочный ток слишком большой.
- Все кромки деталей, которые вы варите, должны быть чистыми от ржавчины и грязи, разделывайте их также шлифовальной машинкой в случае необходимости.
- Чтобы ваш шов получился красивым и прочным, стоит хорошо натренировать руку.
Дополнительная информация
Ворота из уголка, несмотря на их кажущуюся простоту, можно изготовить по-разному. Наличие стационарной наружной рамы значительно усилит конструкцию, однако возникнут ограничения по высоте – в створ ворот не смогут проехать высокие автомобили или спецтехника. При этом металла при изготовлении понадобится больше.



Изготавливая раму стационарного типа, можно оснастить последнюю съемной планкой, которая прикручивается саморезами к нижней части конструкции. Зимой при большой толщине снежного покрова эту планку демонтируют а весной устанавливают обратно.
Распашные ворота для гаража
Для создания металлических гаражных ворот можно использоваться сразу несколько вариантов на выбор. Наибольшую популярность имеют конструкции с калиткой. Связано это с тем, что такая постройка дает возможность попасть в гараж и не открывать при этом створки полностью. Это сэкономит ваше время и сохранит внутри помещения тепло.
 Металлические ворота в гараж
Металлические ворота в гараж
Металлические ворота в гараж – это входная дверь, которая врезана в одну либо две створки. Для такой конструкции выделяют следующие стандартные размеры: ширина 0,8 м, высота 1,8 м.
Практика показывается, что стоимость уже готовых изделий выше созданных своими руками на 35-40%. Это касается всех конструкций без исключения. Если вы все же решите купить сразу цельные ворота, то создать своими руками входную дверь не станет для вас проблемой. Ориентируйтесь на следующий план:
Снимается первая створка.
В ней создается отверстие.
Двери в области края уплотняются наличниками.
На полотно приваривают петли, при этом важно применять пластины из металла.
Обшивка двери осуществляется резиновым материалом
Устанавливается ручка и замок.
После выполнения всех работ необходимо несколько раз проверить исправность готовой конструкции, чтобы в дальнейшем не возникали проблемы.
Монтаж раздвижных сварных ворот

При монтаже раздвижных сварных ворот особое внимание необходимо оделить направляющим, по которым они будут двигаться. Любой перекос в одну из сторон может стать причиной заклинивания механизма, что обязательно приведет к его поломке
Конструкционное изготовление створки откатных ворот принципиально ничем не отличается от изготовления створок раздвижных моделей. Единственным и главным отличием является установка роликов вверху для подвесных и внизу для опорных ворот.
Если сама створка не слишком отличается от распашных, то каркас ворот заслуживает отдельного внимания. Он должен быть в два раза шире, чем створка. Состоит такой каркас из 2-3 стоек и перекладины, на которую будут подвешиваться ролики створки.
Для откатных ворот внизу устанавливает специальный рельс, по которому створка будет откатываться. Такой вариант является самым простым, однако, в холодное время года он не совсем практичный.
Определяемся с типом ворот
Тип конструкции ворот зависит от размеров торцевой стены и свободного пространства для свободного открывания створок:
- распашные ворота – механическая удобная и простая конструкция, сделать ее несложно. Минус распашных ворот – надо много места перед гаражом и по бокам, а это не всегда возможно;
- подъемные поворотные – металлическое полотно поднимается вверх, как штора. Шарнирно-рычажный механизм можно купить уже готовый или сделать самому, деталей для этого устройства надо немного. Такая конструкция удобна для гаражей во дворе, на маленьком садовом участке. Свободного места для открытия практически не нужно. Большой плюс подъемных ворот – великолепная герметичность;
- роллеты – ненадежный вариант гаражных ворот, но экономичный. Металлические пластины складываются наподобие жалюзи и собираются в специальный короб под потолком. Вскрыть такую защиту – пара пустяков, поэтому роллеты можно устанавливать только в охраняемых помещениях;
- откатные ворота — напоминают дверцы шкафа купе. Требуют достаточно места для открытия с одной стороны (на всю длину полотна створки). Минус этой конструкции в том, что рельсы для передвижения часто засоряются и их надо регулярно чистить, а это раздражает.
Из этих четырех вариантов конструкций наиболее популярны простые распашные и подъемно поворотные ворота. Как можно сварить их самому из доступных и недорогих материалов?
Выбор электродов и труб
Чтобы собрать ворота из профтрубы своими руками нужно понимать, на что обращать внимание при выборе, скорее всего, её можно будет выбрать в этом же месте. Трубу нужно брать толщиной не менее 2-х мм, можно толще, они обеспечат ещё большую устойчивость и надёжность, но нужно учитывать то, что чем толще труба, тем тяжелее её прожечь при сварке
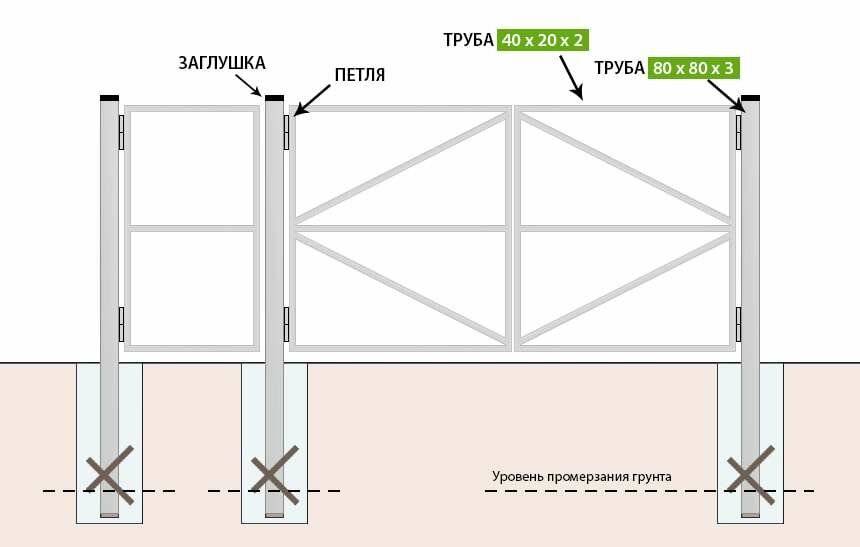
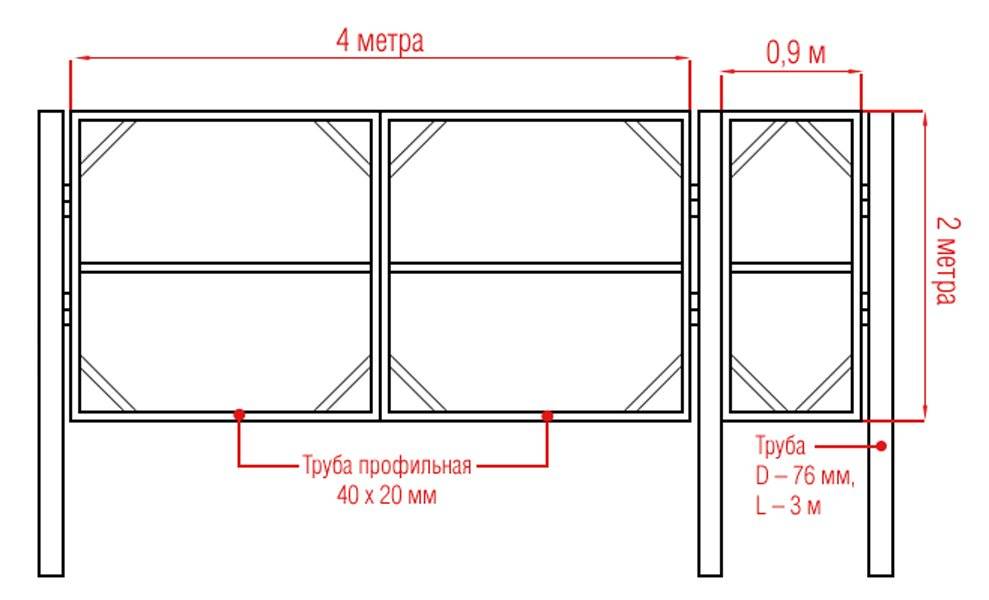
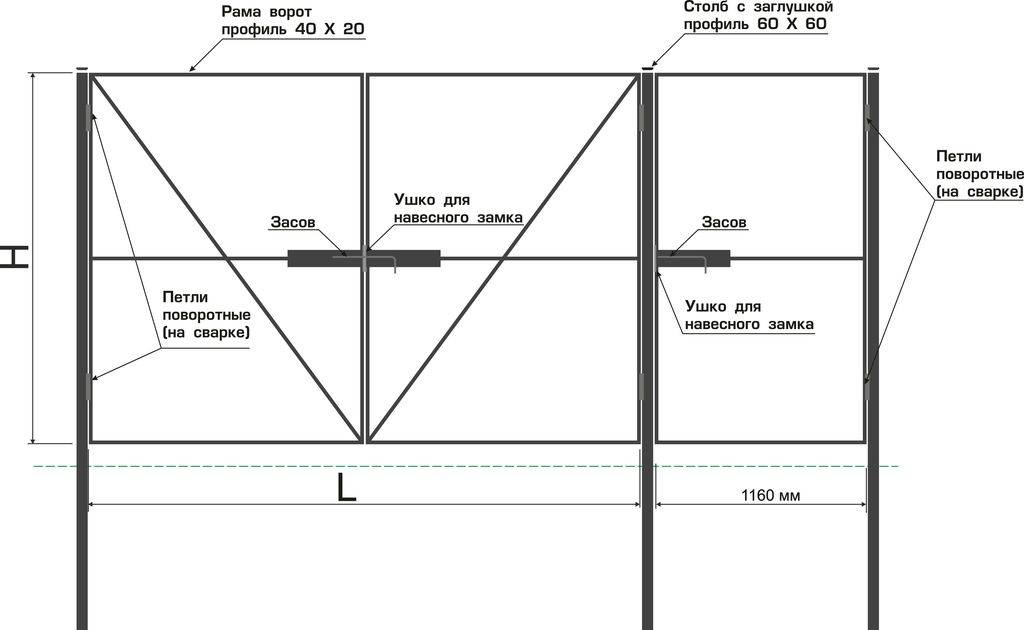
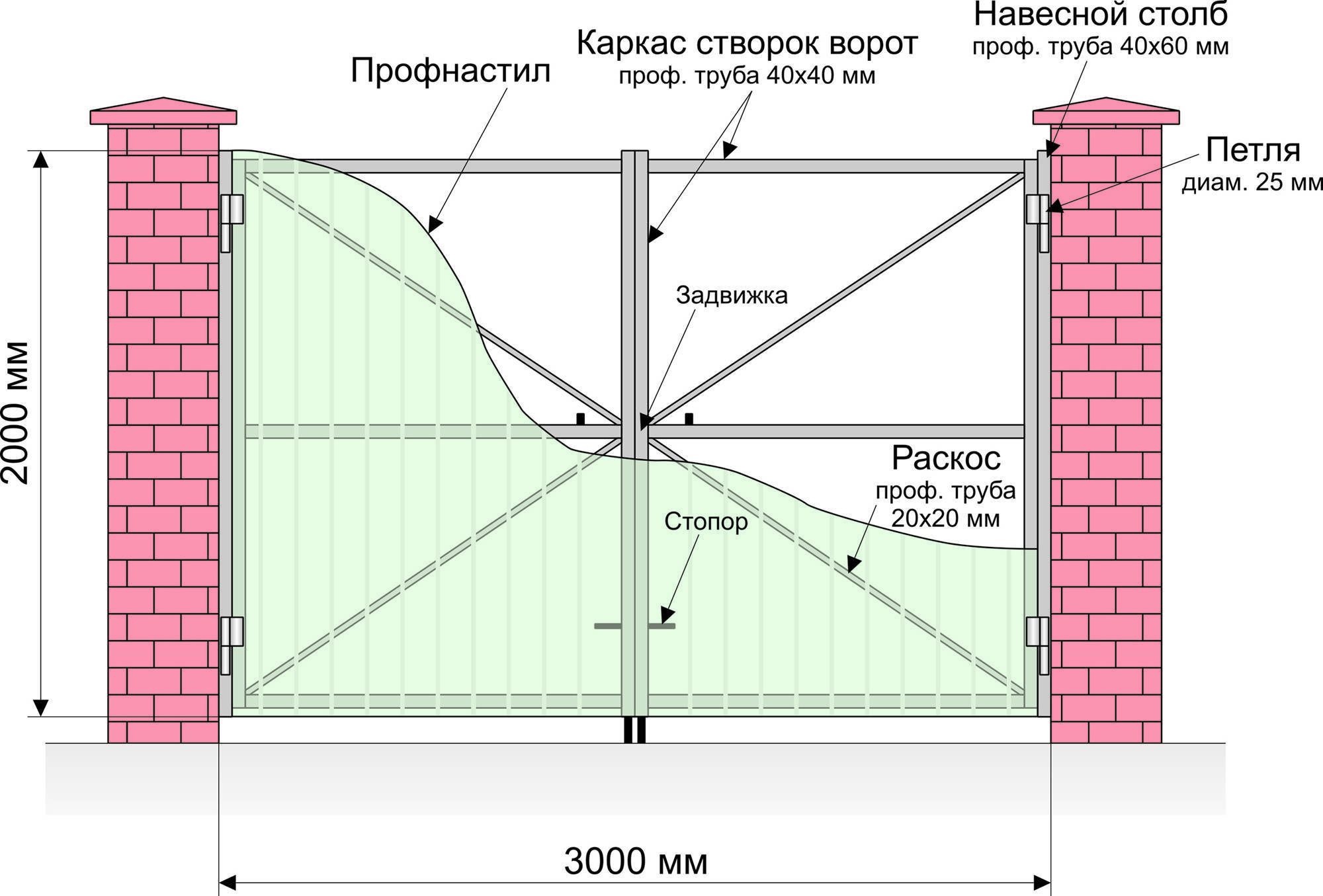
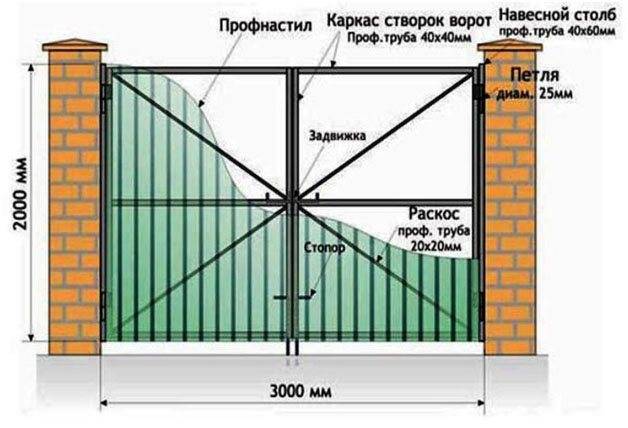
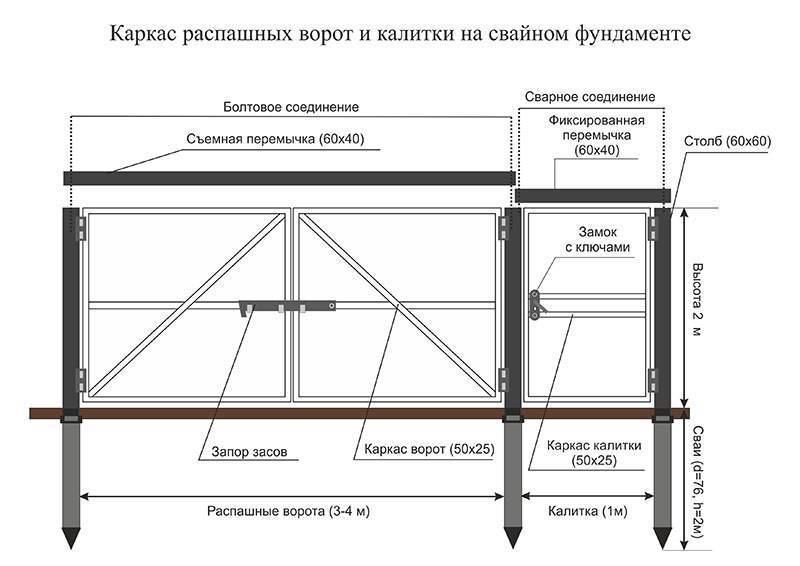
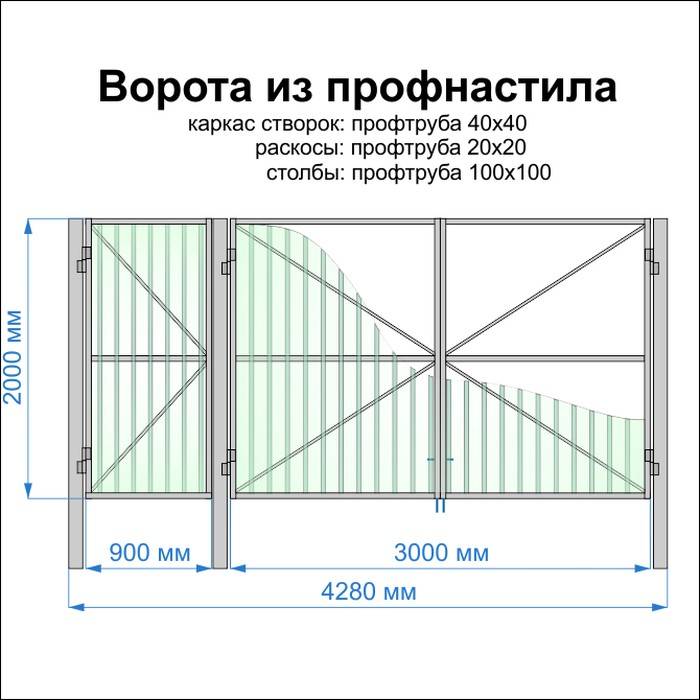
Рекомендуемая длина труб 10 метров 60х60. При высоте калитки в 1.7-2 метра они станут опорой для створок. А длина трубы 40х20, напрямую зависит от ширины и высоты калитки. Для ворот со стандартным проемом в 3 метра, понадобится 17 м. профиля и для калитки с шириной 1 метр — 7 метров.
Электроды подбираются, отталкиваясь от толщины профиля. Хорошо себя проявляют электроды АНО-21. Если они пролежали долго, их нужно выдержать в духовке 1 час при температуре 350 градусов. При наличии специального опыта, вполне приемлемо использование электродов с большей толщиной до 3 мм.
Помимо этого, усиленная плавка кромок профиля образуется из-за щелей, которые находятся на стыке между краями находящихся рядом заготовок. Дабы соединяемые трубы прилегали плотно одна к одной, нужно тщательно подойти к точности разметки в процессе проектирования. Когда размечается место для будущих разрезов трубы, линии рисуются на всех гранях, чтобы при работе шлифовальной машинкой вести диск строго по ним. Чем тоньше круг, тем более точной будет резка.
Выбор подходящего профиля и труб
Выбирается для ворот гаража профтруба сечением минимум 20 мм. Подойдет и более толстый профиль для сварки. Это усилит конструкцию и придаст ей дополнительную устойчивость. При этом следует помнить, что увеличение толщины металла затрудняет работу и увеличивает общий вес. Более тонкий материал стоит недорого.
Свариваем каркас из профильной трубы
Подходящие электроды выбирают с учетом свариваемого металла. Если есть достаточный опыт работы, то лучше сваривать элементы конструкции электродами 3 мм толщиной.
Сборка и сварка несущей рамы
Когда будет очищено рабочее место и все подготовлено, начинают работу. В первую очередь обвязывают проем ворот, устанавливая в нем несущую раму. Изготавливают ее из 2 частей.
Зачистка сварных швов
Технология работы включает несколько этапов:
- Замеряют размеры проема. При этом измерять нужно точно, поскольку любые отклонения повлияют на установку сваренной рамы.
- Из уголка отрезают с помощью болгарки заготовки по размерам.
- Их выкладывают ровно и выставляют по уровню. Нужно установить углы конструкции ровно под 90 градусов. В результате вы должны получить будущую раму, но пока еще не сваренную.
- Прихватывают стыки изделия сваркой.
- Проверяют качество сварки и ровность конструкции. Любые обнаруженные отклонения нужно устранить, используя молоток. Также тщательно проваривают стыки.
- Для упрощения последующей сборки нельзя оставлять наплывы от сварки. Такие места нужно хорошо зачистить.
Вторую раму изготавливают так же, как и первую часть. Потом их устанавливают на свои места. В откосы проема вбивают стальные штыри длиной 15–20 см и крепят к ним раму.






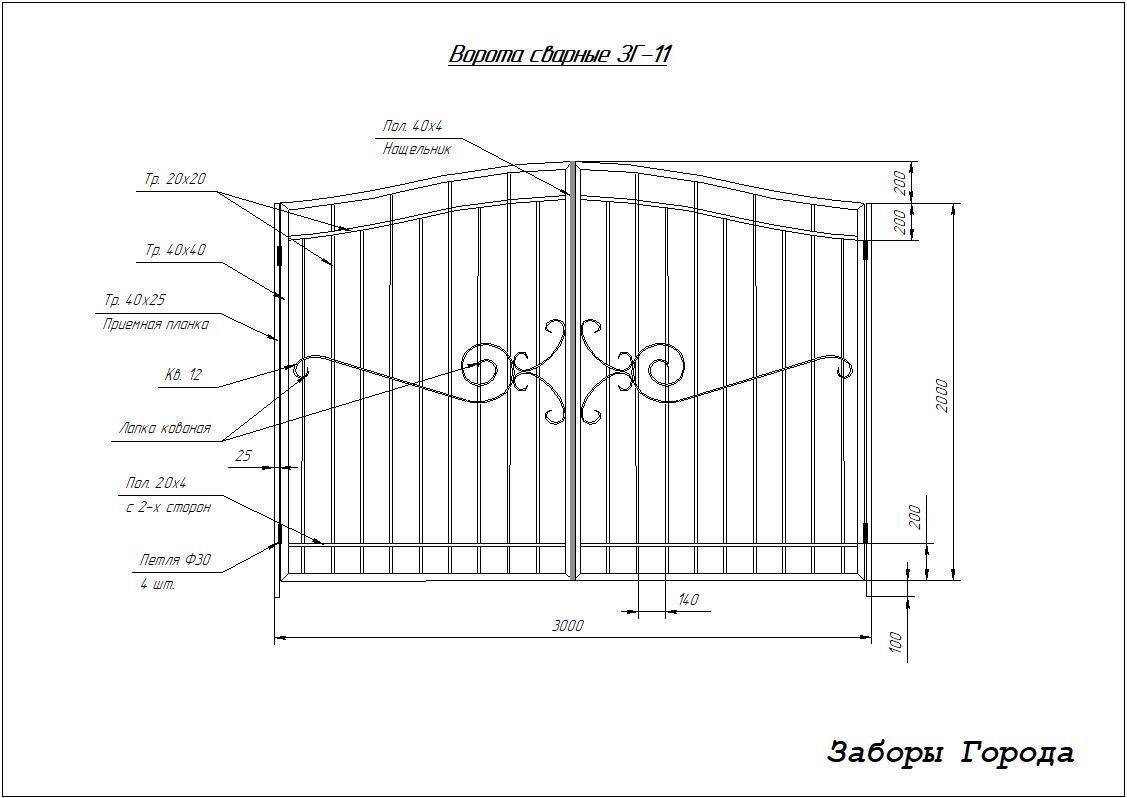
Чертеж каркаса
Все выступающие части обрезают, хорошо проваривают, тщательно зашлифовывают. Части рамы соединяют вместе металлическими пластинами шириной 50–70 мм, их наваривают через 50–60 см по всей длине проема. В конце изготавливают и навешивают створки ворот гаража.
Если есть желание, то на конструкцию устанавливают автоматическое управление. Для этого нужно во время проектирования и изготовления конструкции предусмотреть место, где будет смонтирован привод.
Основы качественной сварки
После того как ваша конструкция ворот будет полностью готова и каждая деталь подготовлена к сварке, необходимо будет закрепить ее на столе, используя при этом струбцины.
Если все-таки есть сварочный стол, то достаточно каждый элемент прихватить в различных точках сваркой. Благодаря креплению каркас будет плотно закреплен и не начнет деформироваться во время процесса.
С учетом того, что сделанный своими руками стол не отличается высокими показателями прочности, сварка ворот из металла будет проходить в несколько этапов. Изначально создавайте сварные швы, при этом делайте это с промежутками, чтобы предыдущие успели остывать.
Если не придерживаться этого правила, то каркас может начать гнуться. После того как с каркасом вы закончите работать, необходимо отбить шлак и проверить каждый получившийся шов. Это сделает готовые ворота более прочными и надежными.

Ребра жесткости на металлических воротах
Монтаж конструкции
Ворота из металлопрофиля отличаются надежностью. Они прослужат длительное время, если при монтаже соблюдены не допущено ошибок:
- Приобретенный металл нарезается с помощью болгарки по предварительно созданным эскизам. Рекомендуется заготовить материал в количестве, на пару метров превышающем предварительные подсчеты.
- Металлопрофильный срез обязательно зачищается шлифовальным инструментом. Таким способом устраняются появившиеся зазубрины и сколы. Участки со ржавчиной также тщательно обрабатываются. Таким способом продлевается эксплуатационный срок каркаса, облегчается его монтаж.
- Грунтовые работы. Под опорные столбы предварительно готовятся ямы. Их диаметр должен превышать обхват трубы примерно на 10 см. Глубина ямы должна быть не менее 1 м. Для усиленного крепежа опор в выкопанные углубления помещается песок со щебнем, все это заливается бетонным раствором.
- Проведение сварочных мероприятий. Нарезанные металлические фрагменты собираются в единое изделие. Работа выполняется с одного из углов, предполагает создание цельной прочной рамы. Точность углов определяется посредством уровня. Недопустимо наличие даже минимального перекоса.
- На готовом каркасе отчетливо просматриваются швы. Их необходимо обработать надлежащим образом, придав конструкции законченный вид и обеспечив защиту окружающих от травмирования острыми краями, заусенцами.
- Далее устанавливается крепеж. На раму со створками и опорные столбы напаиваются петли, на которые и насаживаются готовые ворота.
- При необходимости каркасная конструкция окрашивается. Перед этим рабочая поверхность зачищается и обезжиривается.
Эскиз
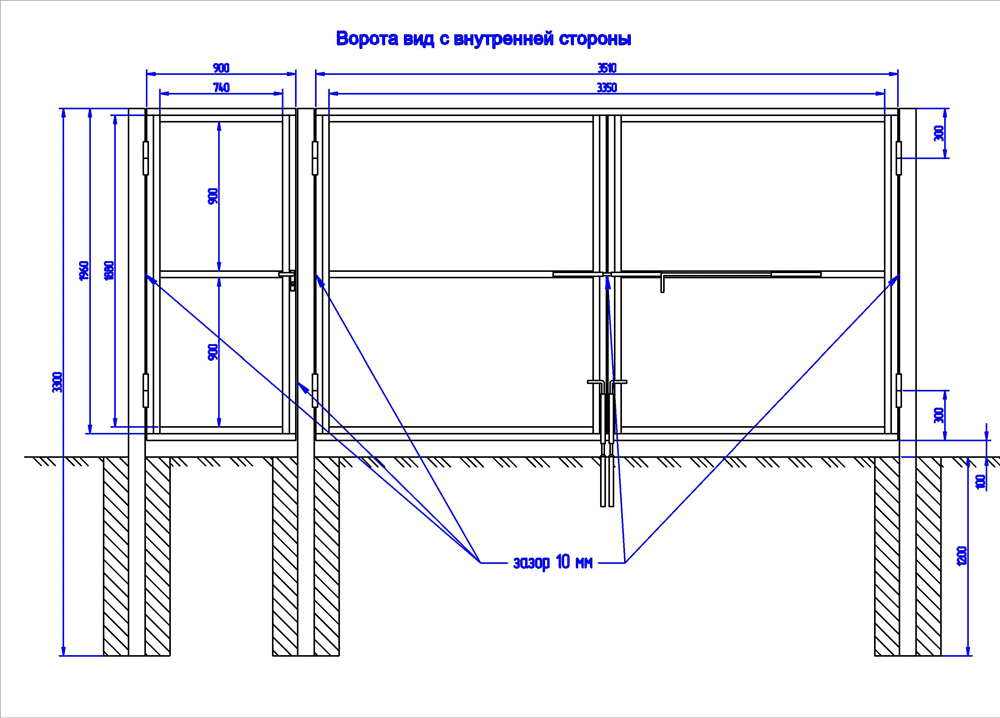
Перед тем как делать ворота из профтрубы своими руками нужно создать эскиз. По нему предстоит покупать расходные материалы (можно сразу прикинуть затраты), делать заготовки и сваривать ворота. Сначала делаются замеры проема, куда предстоит устанавливать створку. Этот процесс особенно важен, так как нельзя допускать ошибок, поэтому желательно несколько раз перепроверить все размеры. По эскизу станет ясно, сколько стоит сварить ворота.
После этого чертиться прямоугольник, который будет обозначать проем. В него вписывается прямоугольник поменьше, обозначающий каркас из трубы. Это поможет вычислить точные размеры ширины и длины ворот. Зазоры будут не везде одинаковые и делаются исходя из условий, в которых будут работать ворота. Если ворота двустворчатые, то каждая створка рассчитывается отдельно.
Со стороны петель зазор оставляется около 0.5 см, так как с этой стороны ворота жестко закреплены. С противоположной стороны там, где будет находиться замок, требует оставить больший зазор, около 1.0 см, так как ворота со временем несколько провиснут, и будут подклинивать.
В нижне части зазор делается не менее 2.0 см, если ворота находятся в защищенном месте, где не предвидеться мусора, снега и других помех. Во всех остальных случаях зазор должен составлять от 5.0 см до 15 см (это можно решать самому).
Если в верхней части проема нет перемычки, то верх ворот можно делать на свое усмотрение. Чаще всего делают вровень с верхним уровнем забора.
В каркас обязательно добавляют ребра жесткости (перемычки) и усиливающие планки в районе петель. Ребра жесткости устанавливаются либо параллельно земле или по диагонали, что не дает створке изогнуться в форме «пропеллера».
Расчет количества профнастила требуется делать с учетом нахлеста. Это величина зависит от размера волны и высоты листа. По высоте нахлест нужно делать не менее 5.0 см.
Соединение рам створок
Чтобы сварить каркасы створок более качественно, лучше это сделать, используя горизонтальную и плоскую поверхность. Если есть специальный сварочный стол, лучше использовать его. Торцы труб отрезаются от внешнего контура каркаса под углом 45 градусов. Перед свариванием рамы, нужно сложить трубы в прямоугольник на столе или на ровной поверхности, измерить правильные углы и проверить ровность диагоналей. Сначала нужно сделать прихватки, а потом ещё раз провести замеры. Если замечены неровности, их поправляют с помощью легких постукиваний молотком, а затем уже происходил полное соединение.

Если электроды 2-х миллиметровые, работа осуществляется при 50-60 амперах. Электрод ведут в свою сторону, отклоняясь от вертикального положения на 10-15 градусов. Стержень нужно держать на расстоянии нескольких миллиметров от металла в зависимости от требуемой глубины шва. После выполнения работ, нужно убрать окалины и проработать участки шлифовальной машинкой.
Чтобы сделать конструкцию более надёжной, нужно несколько перекладин по центру рамы. Их длина на 40 мм должна быть меньше ширины калитки. Если спроектирован каркас с диагональными стыками, трубы нужно порезать под прямым углом. Стойки должны по высоте быть одинаковыми с воротами. Верх и низ профиля, его торцы, отводятся соединением металлических оголовков. Теперь можно приступать к установке навесов, столбов и другим этапам монтажа.
Проектировка
Самым первым этапом работ по сварке гаражных откатных ворот будет составление подробного чертежа и проведение замеров проёма. Также подготавливается весь необходимый инструмент, и подбираются необходимые материалы и их количество
Чтобы сварка ворот прошла удачно, важно ответственно подойти к процессу уже при первых расчетах высоты створок и их высоты
Важно! Допустимый минимум расстояния с обеих сторон от машины до каркаса должен быть не менее 30 см. А стандартный размер створок должен составить 5 метров
Ещё стоит учитывать, что расстояние от каркасной рамы до перпендикуляра стены должен равняться 80-ти или более сантиметрам. Раму, как основной элемент ворот, советуют делать из стальных материалов. Что касается петель, лучше взять с усилением и наружным открытием. Когда проект готов, куплены все материалы и собраны инструменты, пора задуматься о сварке.
Какие нужны материалы?
Для начала нужно понимать, что сварить ворота не получится, не имея вообще никакого опыта. Потребуется умение пользоваться сварочным аппаратом и накладывать качественные швы на стыки труб. Если это не проблема, тогда можно приступить к выбору составляющих конструкции из профиля. Чтобы обзавестись воротами и калиткой понадобятся следующие материалы:
- Профильные трубы. Они понадобятся для сооружения столбов. Обычно размер равен 60х60 миллиметров.
- Для каркасов калитки и створок ворот нужны трубы 40х20 мм;
- Сталь толщиной 2 мм, чтобы заглушить торцы;
- Для фиксаторов используются трубы и арматура;
- Петли (шариковые), сечение 20 мм;
- Чтобы крепить обшивку к каркасу, понадобятся заклёпки или саморезы;
- Для перемычки нужен уголок 40х40 мм;
- И сам профнастил.
Режим и умение — успех неизбежен
Начав сварку, следует учитывать некоторые моменты:
- Качество всей сварки во многом будет зависеть от грамотно выбранного режима тока. Сварочный ток необходимо подбирать по диаметру используемого электрода, а также по типу покрытия и толщине металла.
- Большое значение имеет вид шва и его положение в пространстве.
- Необходимо добиться такой величины тока и скорости перемещения электрода, при которых не получаются дефекты в виде прожогов или подрезов кромок.
- Не допускайте перегрева электрода. Его покраснение во время сварки, свидетельствует о слишком большом токе.
- Зачистите от грязи и ржавчины все кромки свариваемых деталей.
- Если потребуется, кромки нужно разделывать с помощью шлифовальной машинки.
Помимо всего вышеперечисленного, для того чтобы получить прочный и красивый шов, нужно иметь натренированную руку и хорошо владеть всеми колебательными движениями электрода.
Металлу тоже нужны швы
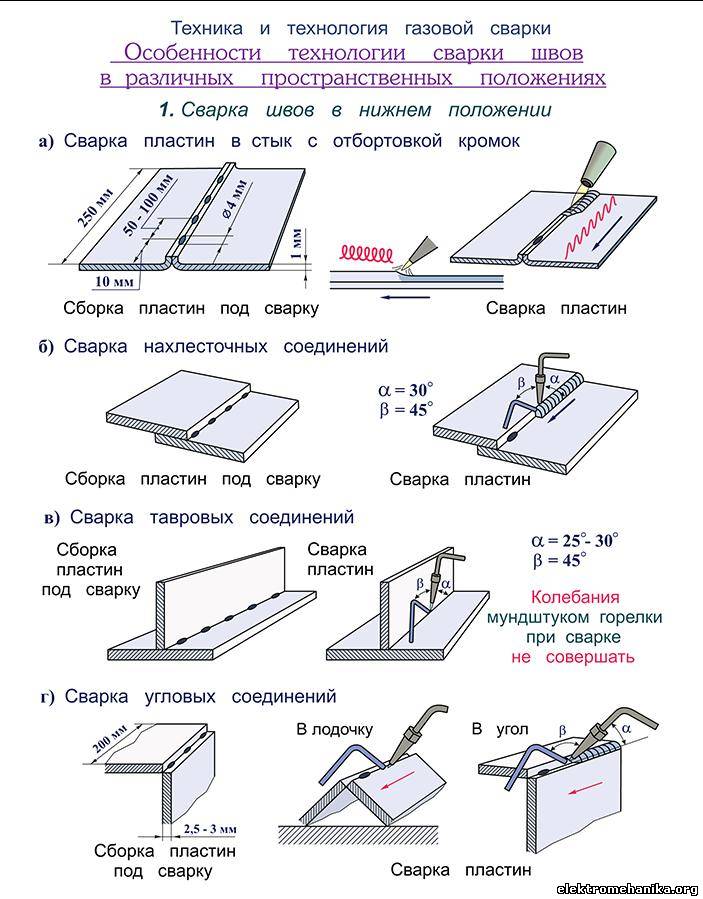
Техника ручной — дуговой сварки имеет в своем арсенале различные виды швов и соединений.
По пространственному положению, швы делятся на:
- Горизонтальные
- Вертикальные
- Потолочные
- Сварочные швы, выполненные в нижнем положении
Инструмент и приспособления — продолжаем подготовку
Если вы чувствуете что сможете справиться со всеми вышеперечисленными положениями и требованиями, смело приступайте к подготовке инструмента.

Инструмент
Вам потребуется:
- Сварочный аппарат с электродами пригодными для сварки имеющегося у вас материала. Имейте в виду, имеющийся у вас сварочный аппарат должен быть рассчитан для работы с данным типом электродов
- Шлифовально-отрезная машинка с набором шлифовальных кругов
- Металлическая щетка
- Молоток для отбивания шлака
- Рулетка и уровень
- Строительный угольник ля измерения углов
- Струбцины
Разметка и нарезка материала — основная подготовка
Мы не будем заострять свое внимание на материалах, из которых вы будете изготавливать калитку, это вы должны решить сами исходя из ваших предпочтений и возможностей. Самым простым вариантом будет сварка каркаса из металлического профиля или уголка, с последующим креплением на него материала соответствующего стилю вашего ограждения
Мы только остановимся на основных моментах как самому сварить калитку правильно и надежно.
- Сварка калитки начинается с разметки имеющегося материала на соответствующие чертежу части. После того как вы выполнили разметку, с помощью шлифовальной машинки материал необходимо нарезать.
- На импровизированном сварочном столе наметьте общий силуэт будущего каркаса. Выполнить это можно с помощью обычного мела.
- Приложив имеющиеся у вас нарезанные части, вы сможете оценить правильность всех размеров.
- При необходимости выполните подрезку отдельных деталей. Главное чтобы они как можно плотней и точней прилегали друг к другу.
- Еще раз внимательно осмотрите полученный таким образом каркас и если все правильно, подготовьте все кромки, которые будете сваривать.
Сварка — никакой спешки и суеты
После того как кромки готовы можно собрать весь каркас на столе и закрепить его с помощью струбцин. Если бы у вас был настоящий металлический сварочный стол, их можно было бы просто прихватить в разных точках. Крепление обеспечит сопротивление каркаса к деформации при сварке.







Нагрев при сварке
После того как каркас будет готов, отбейте шлак и внимательно проверьте сварные швы, вы же не хотите чтобы ваша калитка развалилась через короткое время.