

Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.
Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
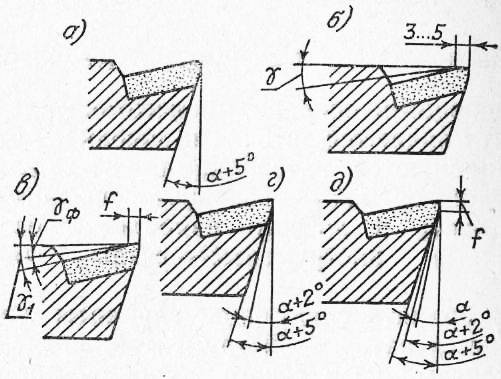
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
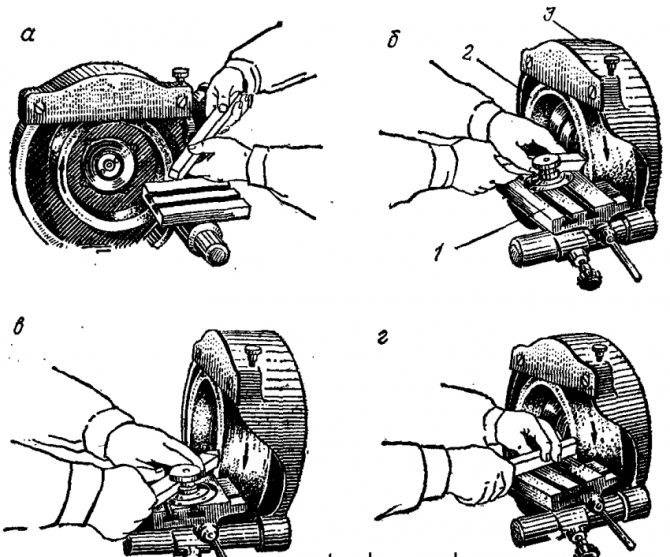
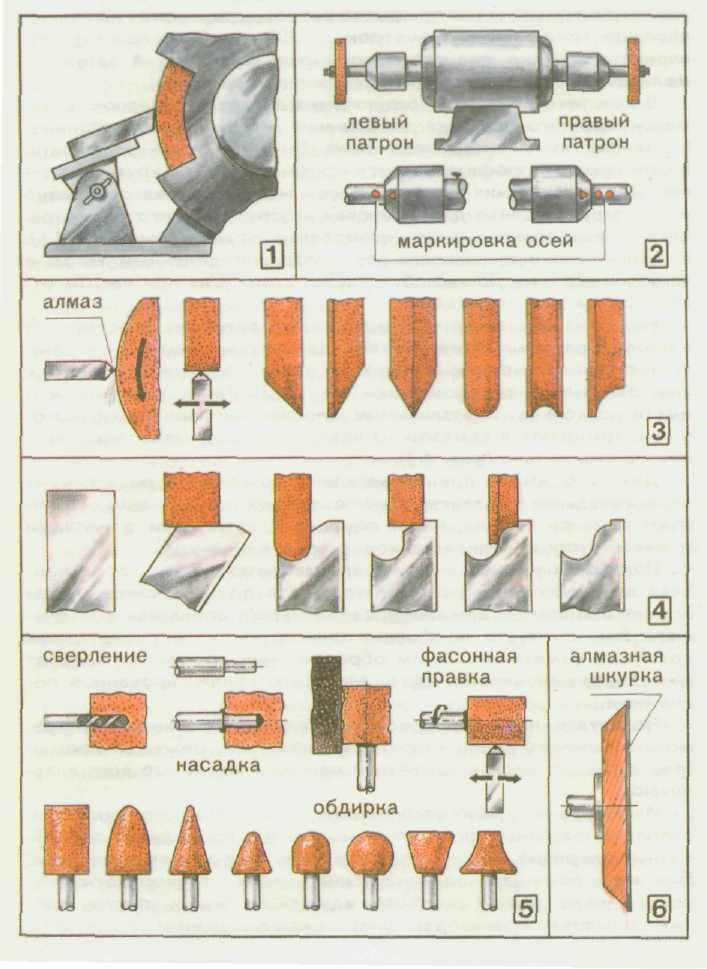
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).
СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Техника заточки на вертикальном станке
Посмотрите видео мастер-класс Александра Коняева: https://rezbaderevo.ru/master-klass-aleksandra-konyaeva-po-zatochke-polukrugloy-stameski
Заточка производится «на вису», без упора о столик и иные приспособления. Вся хитрость в том, что вам нужно научиться чувствовать пальцами, рукой как стамеска или нож «ложится» фаской на поверхность камня. Для этого не давите сильно на стамеску, прижимая к камню. Дайте возможность лезвию самостоятельно занять нужное положение.

Для первых тренировок возьмите плоский надфиль и попробуйте его заточить под плоскую стамесочку. Тренируйтесь на любых металлических предметах, чтобы отработать заточку плоских и полукруглых плоскостей.
https://youtube.com/watch?v=qscohIDkwu4
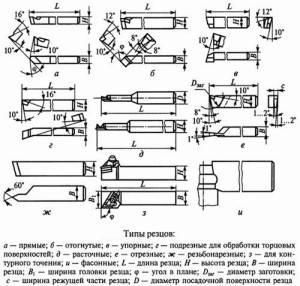
2 Классификация резцов для токарного оборудования
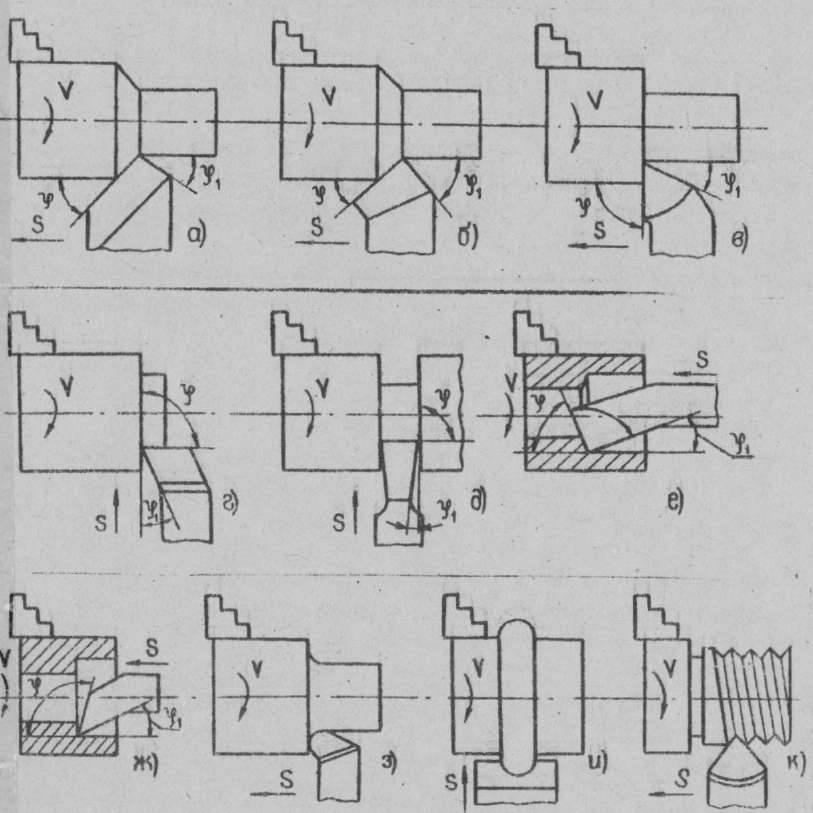
Токарные резцы делят на различные типы. По виду обработки они могут быть:
- расточными – применяются для получения отверстий (изготавливаются по ГОСТ 10044, 9795, 18872, 18063, 18062, 28981 и др.);
- проходными – для обработки деталей вдоль их оси вращения (ГОСТ 18869, 18878, 18868, 18877, 18870);
- канавочными – для формирования канавок на поверхностях (внутренних и внешних) цилиндрической формы (ГОСТ 18874 и 28978);
- фасочными – с их помощью производится снятие с заготовок фасок (ГОСТ 18875);
- подрезными – для торцевания либо уменьшения уступов (ГОСТ 29132, 28980, 18871, 26611, 18880);
- резьбонарезными – они предназначены для нарезания резьбы с помощью токарного станка (ГОСТ 18885 и 18876);
- фасонными – используются при выполнении специфических и индивидуальных металлообрабатывающих работ.
Также широко применяются отрезные токарные резцы, которые позволяют выполнять узкие канавки на заготовках и отрезать детали под прямым углом. Они производятся по ГОСТ 28987 (сборные пластинчатые) и ГОСТ 18874 (сделаны из быстрорежущей стали). По подаче резцовый инструмент относят к левому или правому. Левыми резцами осуществляют обработку по направлению к задней бабке станка, правыми – к передней.
Режущая часть интересующего нас токарного инструмента может изготавливаться из металлокерамического, быстрорежущего, алмазного либо твердосплавного материала. Токарные резцы из твердых сплавов используются для обработки на агрегатах с большой скоростью подачи цветных и черных металлов. Быстрорежущие больше подходят для токарного оборудования относительно малой мощности.
При отсутствии ударной нагрузки рекомендуется применять инструменты с пластинками из металлокерамики. Ими обычно обрабатывают стальные и чугунные заготовки. А алмазные приспособления предназначаются для растачивания и тонкого точения деталей из сплавов на основе цветных металлов. Головки токарных резцов по металлу имеют две разные формы. Исходя из этого, инструмент делят на отогнутый и прямой.

Также токарные резцы относят к сборным либо напайным (наварным) по виду соединения их стержня и металлорежущей части. Проще изготавливать сварные инструменты для токарного станка, но их рабочий потенциал обычно меньше, чем у сварных резцов. Отметим, что быстрорежущий инструмент всегда выполняется при помощи сварки, а другие токарные резцы могут быть и сборными, и наварными.
Наждачные круги для заточки твердосплавных резцов в Москве
- Станки и приспособления для заточки инструмента
- Шлифовальные круги
- Диски отрезные
- Столы и подставки для станков
- Диски, щетки для точил
Станок для заточки универсальный ВИХРЬ ТС-200
Станок для заточки универсальный ELITECH СТ 300РС
Заточной абразивный круг Луга 3655-200-16
Круг заточной, для твердосплавного инструмента, 63С, 200x20x32 мм
Заточной алмазный круг 12А2-45 (150*10/3*32)
Станок для заточки цепей ВИХРЬ СЗЦ-200
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 150х20, посадка 12,7мм
Круг заточной абразивный, 200 мм
Круг шлифовальный METABO 629091000 175x25x20 мм, 36 P, NK,Ds
Станок для заточки универсальный ЗУБР ЗТШМ-150/686Л
Станок для заточки универсальный ВИХРЬ ТС-400
Алмазный заточной круг 150 мм. 125/100
Станок для заточки универсальный ELITECH СТ 600С
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 125х20, посадка 32мм
Абразивный круг заточной Луга 3655-150-20
Станок для заточки универсальный Makita GB602
Круг заточной CBN боразоновый (эльборовый) ровный P, D 125х32 мм, СТД-151
Станок для заточки универсальный ELITECH СТ 300С
Станок для заточки универсальный Makita GB801
Станок для заточки Диолд МЗС-02, 200 Вт
Круг заточной, для твердосплавного инструмента, 63С, 175x20x32 мм
Шлифовальный круг Elitech 1110.001900
Круг заточной абразивный, 125 мм
Станок для заточки универсальный ЗУБР ЗТШМ-150-250
Круг шлифовальный ELITECH 1110.001900 200х32х25 мм, К120
Станок для заточки универсальный ELITECH СТ 900С
Приспособление для заточки стамесок для шлифовально-полировального станка jssg-10 JET 708025
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 125х20, посадка 32мм (арт. 3655-125-20)
Заточной алмазный круг 1A1 (150*10/3*32)
Станок для заточки универсальный ЗУБР ЗТШМ-125-150
Заточной абразивный круг Луга 3655-200-16
Круг заточной абразивный 150х20х32мм луга 3655-150-20
Круг заточной CBN боразоновый (эльборовый) ровный, D 125х32 мм, СТД-153
Круг заточной абразивный, 150 мм
Круг шлифовальный, 150 х 16 х 32 мм, 63С, F60, (K, L) «Луга» Россия
Круг для заточного станка JBG-10А JET PG250.02.120



Станок для заточки универсальный ЗУБР ЗТШМЭ-200-600
Шлифовальный круг Archimedes 91580 125 мм 1 шт
Шлифовальный круг Hammer 214-004 125 мм 5 шт
Шлифовальный круг Hammer 214-005 125 мм 5 шт
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 150х20, посадка 12,7мм (арт. 3655-150-12.7)
Шлифовальный круг Hammer 214-003 125 мм 5 шт
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 150х20, посадка 32мм (арт. 3655-150-20)
Шлифовальный круг Archimedes 91577 125 мм 1 шт
Круг шлифовальный 200х25х32 мм, К120 ELITECH 1110.001900
Круг заточной абразивный «Луга», электрокорунд белый, зерно 60, 200х20, посадка 32мм
Станок для заточки универсальный ELITECH СТ 200
Устройство и принцип работы токарного станка по дереву
Основные узлы токарного станка по дереву
Главное отличие токарного станка по дереву от его собрата, на котором обрабатываются заготовки по металлу, заключается в том, что у него вместо механического устройства для подвода резца к обрабатываемой детали установлен подручник — приспособление для упора стамесок.
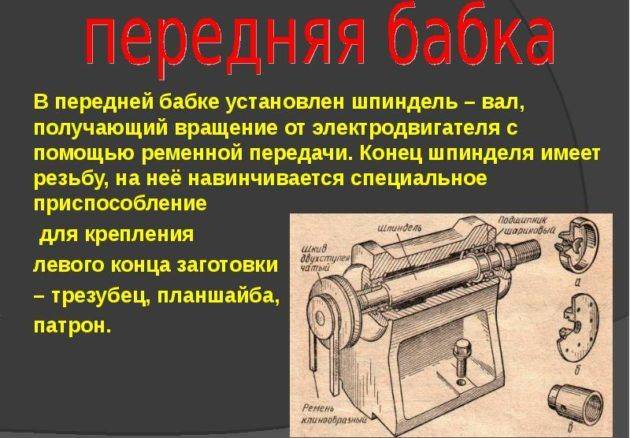
Токарный станок для деревообработки устроен несложно. На станине устройства располагаются передняя и задняя бабки. В передней бабке расположен шпиндель, в него вставляют разные приспособления, с помощью которых крепится левый конец деревянной заготовки. Задняя бабка служит для упора правого конца длинной заготовки. Между левой и правой бабкой устанавливается подручник, который служит для упора инструмента, которым будет обрабатываться заготовка.
Шпиндель приводится в движение электродвигателем. Скорость вращения может регулироваться. Кстати, некоторые токарные работы можно исполнять на фрезерных станках, но об этом рассказ должен быть в отдельной статье.
Заготовка закрепляется в патроне, который установлен на шпинделе. Потом она поджимается задней бабкой. Если устройство подпора задней бабки неподвижное, то его перед установкой заготовки смазывают машинным маслом. Прежде чем начинать устанавливать заготовку, нужно в ней точно вычислить и отметить центр. Его проще всего найти, если воспользоваться угловым центроискателем. Если заготовка будет закреплена не по центру, то при вращении шпинделя это вызовет её «биение», и качественно выточить деталь не удастся.
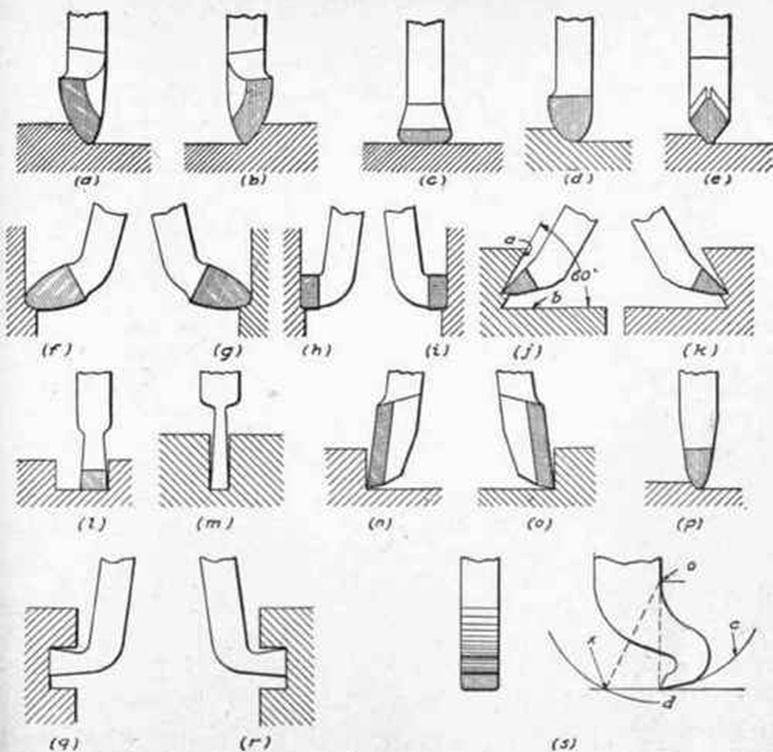
1 Из каких частей состоят резцы для токарных агрегатов?
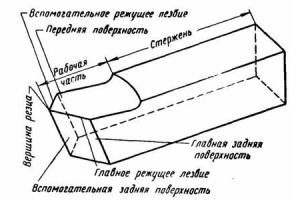
Токарные резцы включают в себя два ключевых элемента – стержень для фиксации в специальном станочном держателе и головку. Поверхность, предназначенная для схода стружки с детали, называется передней. Под задними же (либо вспомогательными, либо основными) понимают поверхности, к которым обращено изделие, подвергаемое металлообработке.
Металлообработку заготовок производит режущая главная кромка, формирующаяся задней (основной) и передней поверхностями приспособлений. Токарные резцы, кроме того, имеют и дополнительную кромку. Она создается пересечением вспомогательной и основной поверхностей. Причем место этого пересечения именуют вершиной инструмента.

Большое значение для технических возможностей станка, работающего с резцами, имеют их углы, которые принято делить на вспомогательные и главные. Последние из указанных замеряют в плоскости, являющейся проекцией основной кромки на секущую (то есть на главную) плоскость.
Описываются углы такими плоскостями:
- Основной. Она наложена на опорную нижнюю поверхность инструмента и является параллельной направлениям подач станка.
- Плоскостью резания. Она пересекает основную режущую кромку и размещается по отношению к поверхности обработки по касательной.
Различают углы заострения (между задней основной и передней поверхностями резца), задние главные (между плоскостью обработки и задней основной поверхностью), передние главные (между перпендикулярной плоскостью и передней частью инструмента). Все указанные углы в сумме равняются 90 градусам.
Кроме того, резцы для станка описывают и далее приведенные углы:
- между направлением подачи и проекцией режущей основной кромки;
- между плоскостью обработки и передней резцовой поверхностью;
- между проекциями вспомогательной и основной кромок.
3 Как затачивать режущий инструмент для токарного станка?
Любые токарные резцы, за исключением тех, которые делаются с одноразовыми сменными пластинами, периодически затачивают. Эта операция обеспечивает им требуемые величины углов и нужную по технологическому процессу форму. Заточка токарных резцов на крупных предприятиях производится на специальных агрегатах. Такую работу на заводах выполняют отдельные подразделения.
В домашних условиях, а также на небольших предприятиях, заточка резцов осуществляется при помощи разных по типу приспособлений, химических реактивов и кругов для шлифования. Самым простым и недорогим способом возвращения инструменту его рабочих параметров является его заточка на несложном заточном агрегате либо на ручном точиле посредством использования абразивных кругов.

Ручная заточка по своему качеству значительно уступает станочной, но если другого варианта нет, вполне можно применять ручное точило. Здесь главное – правильно подобрать шлифовальный круг. Для заточки твердосплавных инструментов оптимально подходят круги из карборунда зеленого цвета. А токарные резцы из обычных углеродистых либо быстрорежущих сплавов желательно затачивать средними по твердости корундовыми кругами.
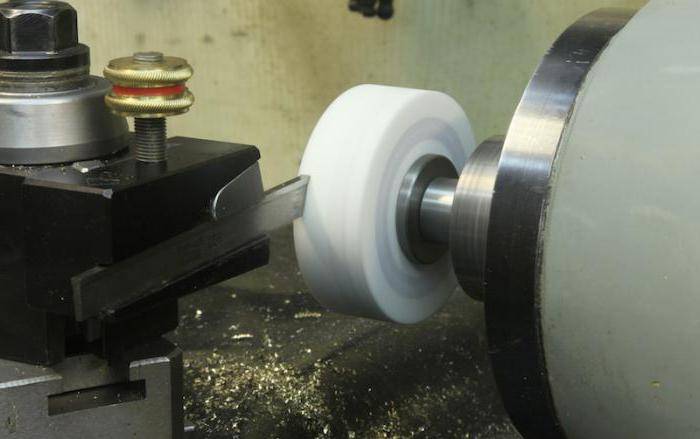
Процесс заточки советуем выполнять с охлаждением (нужно равномерно подавать холодную воду на то место, где происходит контакт круга с обрабатываемым инструментом). Допускается и сухая заточка, но тогда после выполнения операции нельзя погружать резец в холодную воду из-за высокого риска появления трещин, ведущих к повышенной ломкости режущего токарного приспособления.

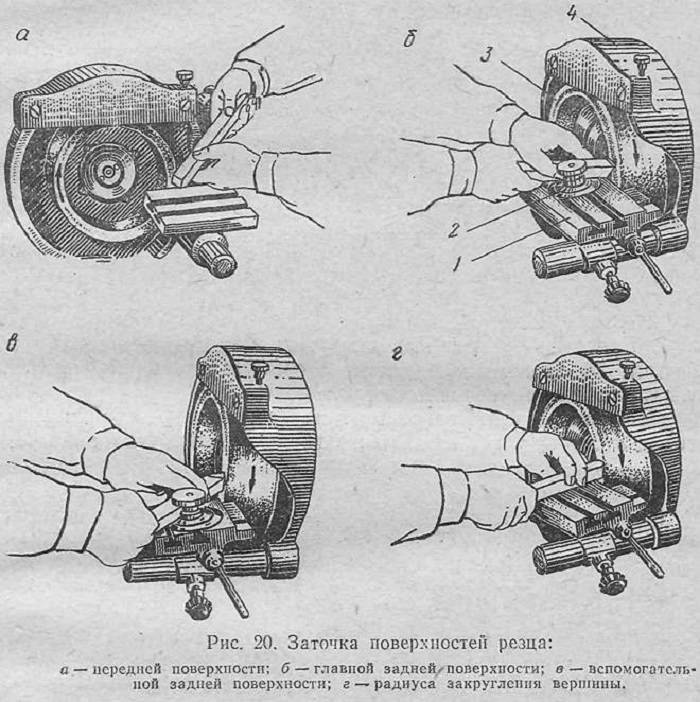
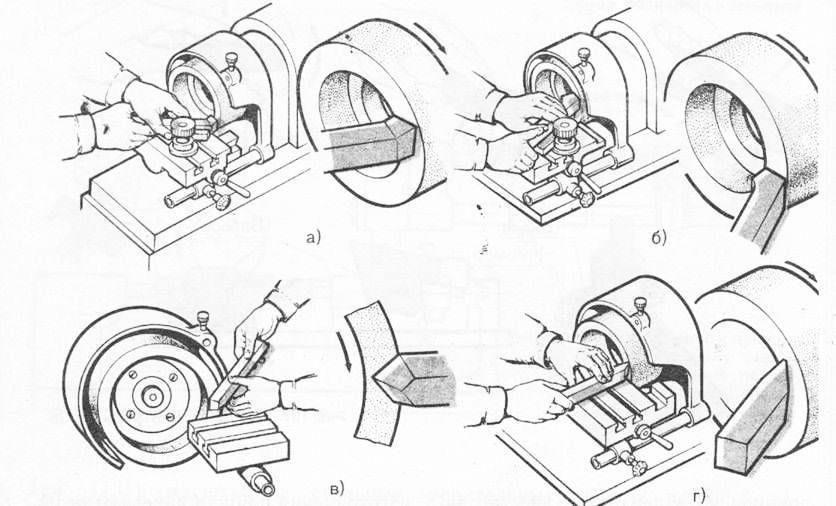
Стандартная схема заточки следующая: сначала обрабатывается задняя основная грань, потом задняя вспомогательная и после этого передняя. На финальном этапе затачивается вершина резца (радиус ее закругления)
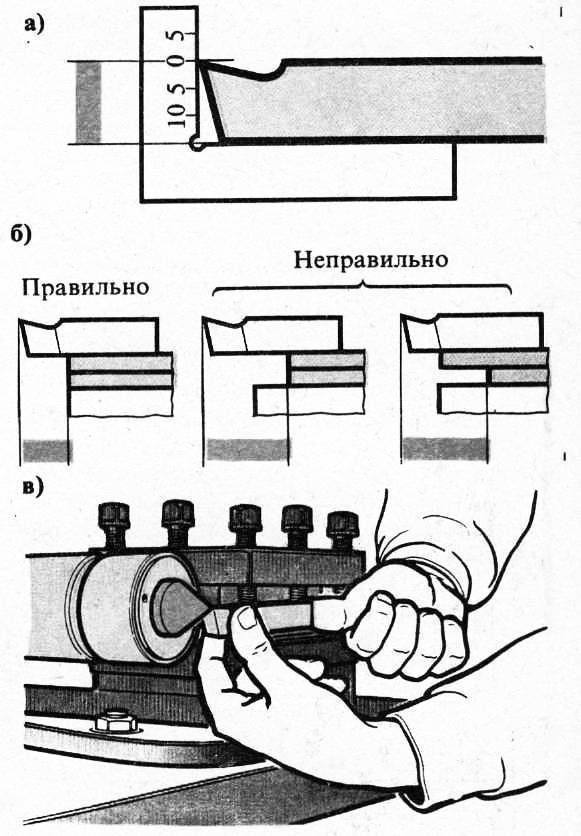
Важно постоянно передвигать затачиваемый инструмент вдоль поверхности шлифовального круга, стараясь несильно прижимать его к абразиву
Обязательной операцией после заточки является доводка резца, а точнее его режущих граней – участков возле кромки шириной до четырех миллиметров. Твердосплавные токарные инструменты доводят с помощью медных оселков, смазанных специальным пастообразным составом или композицией керосина и карбида бора. Остальные виды резцов обрабатывают оселком с малым уровнем абразивности, смоченном в машинном масле либо керосине.
Узкий рейер и резец для точения чаш

Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.

Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.





Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Наждачные круги
Для обработки металлорежущих инструментов, в частности используют наждачный круг. Круги для заточки маркируются в соответствии с размером, материалом из которого они сделаны и частотой вращения на которую они рассчитаны.
Материалом круга могут быть синтетические сверхтвердые соединения бора и кремния, кварц и кремень. Фракции абразива делятся на микропорошки, шлифзерно и шлифпорошок. Твердость круга обусловлена связующим компонентом и его процентным содержанием в составе круга.
В зависимости от назначения резца, мастер выбирает необходимый угол и положение резца по отношению к плоскости заточного круга. Так как токарные резец имеет более одной плоскости нуждающейся в обработке, то заточка выполняется в несколько подходов. Начинается заточка с задней-основной поверхности, далее обрабатывается задняя-вспомогательная часть, передняя часть и завершается заточка обработкой вершины токарного резца для получения нужного ее закругления.
https://youtube.com/watch?v=qaKkb0qj96Q
Во время обработки некоторых типов резцов, может потребоваться охлаждение резца, для этого воду или масло подают на границу контакта кромки резца и вращающегося круга. Разогретый резец при обработке без охлаждения нельзя принудительно охлаждать резко, погружая в воду, т.к. в структуре стали могут возникнуть микротрещины, что может привести к разрушению резца во время работы. Обязательно при заточке резца из сверхтвердого материала (карбонадо, гексагонит) использовать охлаждение.
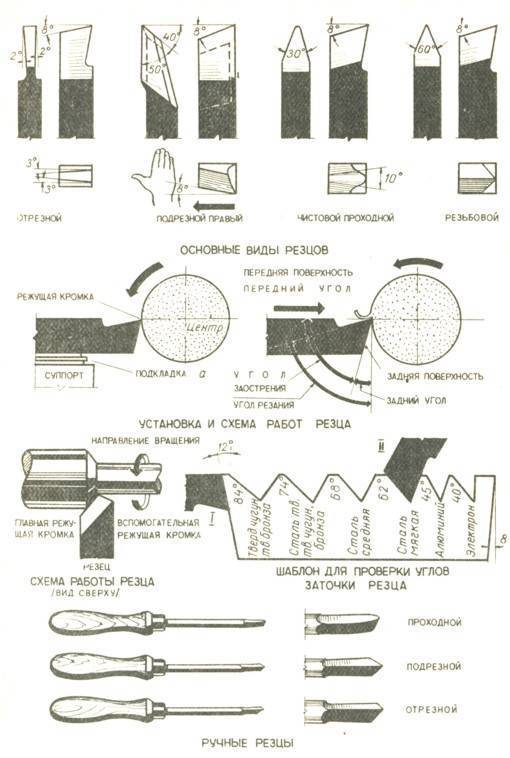
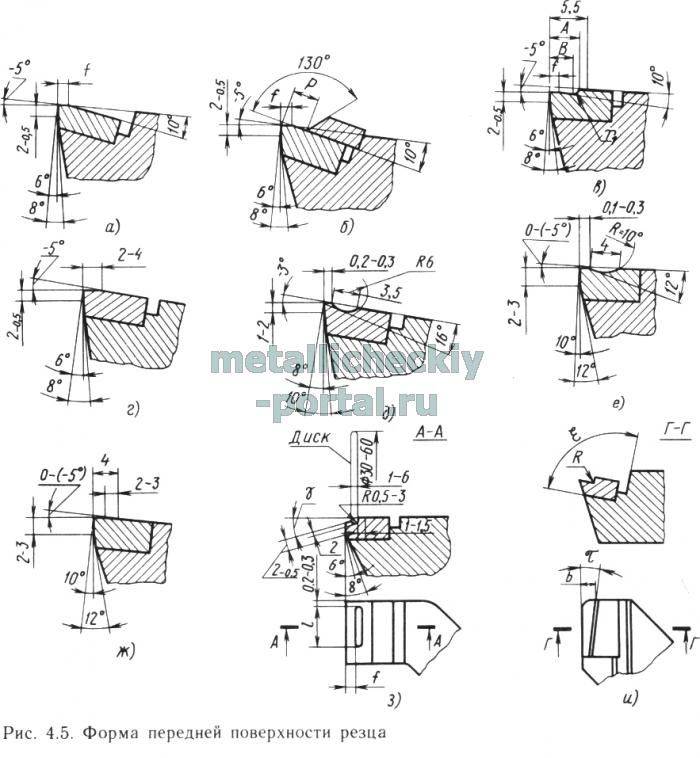
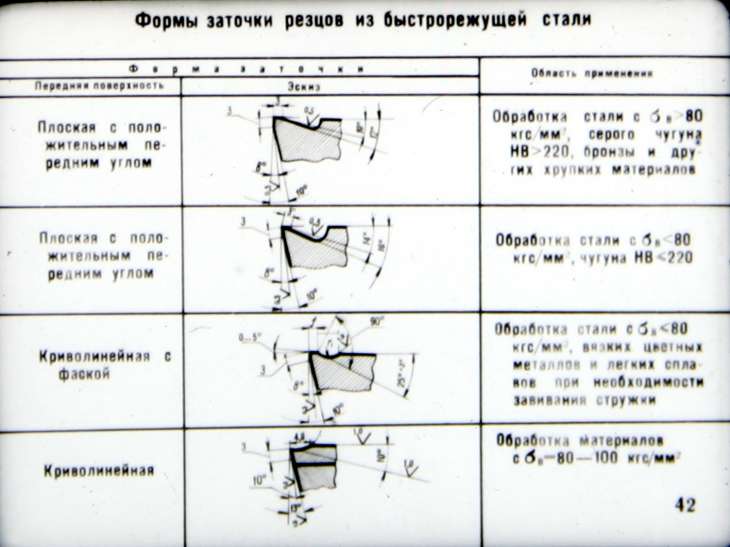
Для более точного исполнения углов резцов при используется шаблон для заточки. Он представляет собой металлическую пластину толщиной обычно 0,3-1 мм стороны которой имеют градуированные углубления, соответствующие различным углам, обычно от 40 до 80 градусов. Сверяясь с шаблоном, мастер контролирует угол заточки для получения желаемого результата.
Кругами для заточки резцов пользуются как в столярном, так и в металлообрабатывающем цехах. Существуют специализированные станки с парой закрепленных на валу электродвигателя точильных камней или одним камнем. Есть станки привод точила в которых осуществляется через ременную передачу на шкивах.
Государственные стандарты
Актуальными на сегодня остаются принятые в СССР технические регламенты на металлорежущий инструмент. Для канавочных резцов с твердосплавными напаянными пластинами параметры и геометрию определяет ГОСТ 2209-82 или его более поздняя версия ГОСТ 2209-90. В них представлена исчерпывающая информация о геометрии, износостойкости и методиках проверки качества материала.
Резцы токарные отрезные должны соответствовать ГОСТ 18874-73.
В нем описаны конструкционные особенности, размеры и геометрия инструментов из быстрорежущей стали, их маркировка. Регламенту почти полвека, а его активно эксплуатируют, что говорит об активном использовании морально устаревшего и изношенного станочного парка на большинстве производств. Последние изменения вносились в ГОСТ 18874-73 в 1985 году, за это время кардинально изменились технологии и материалы для резцов. Инструменты для наружных канавок соответствуют ГОСТ 18885-73, ситуация аналогична вышеописанной, современные канавочные резцы могут кардинально отличаться от стандарта, обеспечивая лучшее качество и быстроту реза.
В целом, стандарты с полувековой историей не могут быть эффективными. За это время технологии серьезно изменились, но обновление парка станков крайне затратное дело, поэтому резцы по старым ГОСТам еще долго будут востребованы и нужны. Современное же производство с высокотехнологичным оборудованием опирается на другие критерии подбора инструментов для токарной обработки металла.
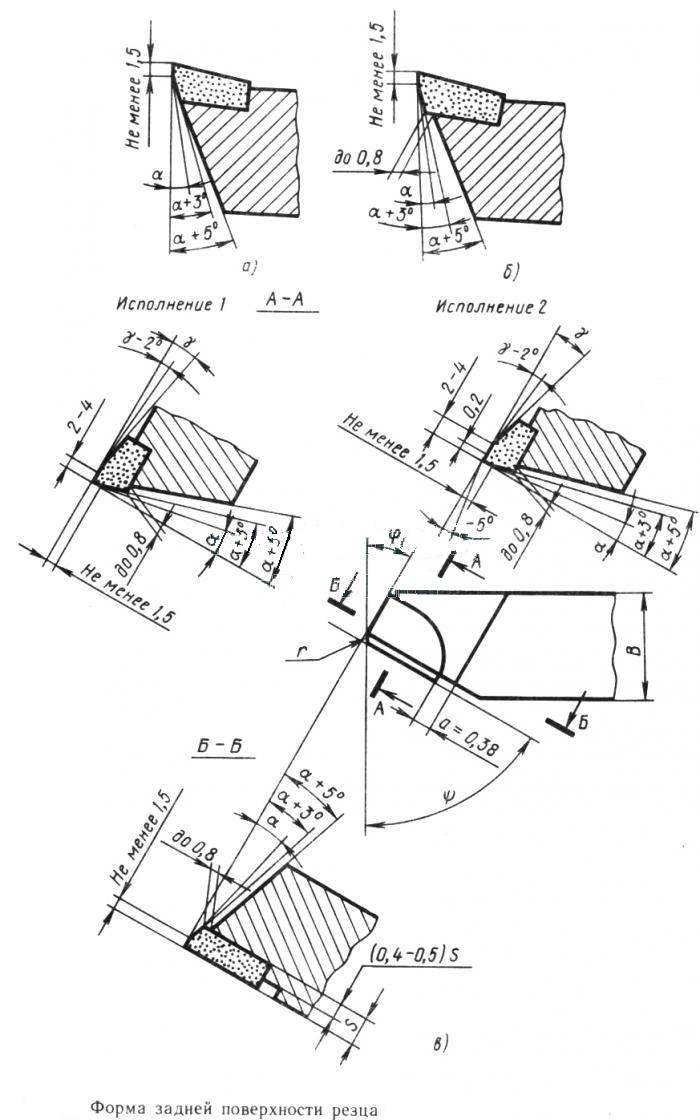
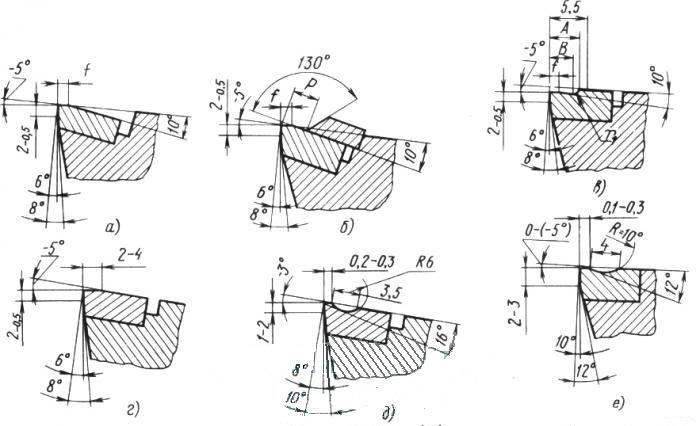
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.
Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;
Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Обязательная шлифовка
Шлифовка проводится наждачным кругом. Выбирают мелкозернистые вариации. Также используют обычные бруски. Заточка резцов — сложный процесс. ает во подробности, потом сможет обрабатывать самостоятельно.
Техника выполнения заточки
Чтобы качественно обработать рабочую поверхность стамески, рекомендуют использовать специальные изделия, которые имеют как шлифовальные, так и полировальные свойства. Чаще всего отдают предпочтение точильным водным камням или мелкозернистым листовым абразивам на водостойкой основе.
Подготовительный этап
Точильные камни предварительно замачивают в воде. В процессе заточки жидкость способствует созданию вязкой шлифовальной суспензии, так как смешивается с абразивной пылью.
Правка под углом и создание фаски
Стамеску по дереву фиксируют под заданным углом, по нормативам величина наклона составляет около 25°. Этот параметр может варьироваться в зависимости от назначения столярной принадлежности:
- фаску инструмента для долбежных работ затачивают под углом 27-30°;
- для аккуратной подрезки древесины со снятием тонкой стружки требуется коррекция рабочей поверхности на 20-22°;
- универсальную стамеску для выполнения большинства работ по дереву затачивают под наклоном 25°.
Стоит учитывать, что угол заточки стамески также зависит от параметров полотна: толстые лезвия предусматривают относительно крутой скос.
Если требуется сформировать фаску со значительной правкой угла заточки, стоит начать работу на точильном станке. Для простой коррекции остроты режущей кромки выполняют следующие этапы:
- обработают фаску на абразивном бруске до полного устранения видимых повреждений. При этом следует выдержать заданный наклон как в продольном направлении, так и в поперечном;
- проверяют режущую кромку на предмет геометрической ровности. Здесь необходимо добиться строгой перпендикулярности линии по отношении к полотну. Иначе придется выправить кромку на заточном бруске, после чего рабочую поверхность повторно шлифуют до идеальной остроты.

Угол для заточки стамесок должен быть около 25°
Если требуется корректировка остроты стамески со скосом на кромке, шлифуют с упором, приподняв им режущее полотно вверх в пределах 5°.
Особенности обработки резца
Работа выполняется с учетом следующих рекомендаций:
- вначале обрабатывается плоская сторона полотна. Движения выполняются по одинаковой траектории по всей длине камня;
- далее меняют положение стамески, работают с основной рабочей поверхностью инструмента для резьбы по дереву. Движения должны быть равномерными, без рывков, но достаточно быстрыми. При этом необходимо выдерживать нужный угол наклона;
- после того, как абразив с крупным зерном начинает оставлять царапины на поверхности режущего полотна, переходят на камень средней зернистости. Далее при необходимости применяют абразивный материал с мелким зерном;
- при заточке фаски выделяется 1,5-2 мм, периметр выполняется под острым углом в 5-7°. Фаска формируется всего за несколько движений по всей длине камня.
Примечательно, что процесс заточки стамески по дереву занимает не более 10 минут, если выполняется простая коррекция остроты столярной принадлежности. Если на поверхности инструмента присутствуют значительные неровности, сколы или другие дефекты, для затачивания потребуется до 1 часа и более.





Финишная полировка
Процесс заточки стамески для резьбы по дереву завершается правкой с применением различных приспособлений. Чаще всего используют кожаный ремень, натертый пастой ГОИ, или же кухонное чистящее средство на ровной деревянной поверхности. Лезвие можно также отполировать на войлочном круге с использованием полировальной пасты.





